

Hermetics is defined as creating a seal or closure that is complete and airtight. The industry standard rating for Ultra-High Vacuum (UHV) is achieving < 1×10-9 cc Helium per second and is measured by mass spectrometer. Positive pressure applications can also require testing from simply bubble tests to pressurized system verification, depending on the application requirements. Various technologies exist to create a hermetic electrical seal between two points, with two of the more common technologies being glass-to-metal seals and epoxy-based hermetic feedthroughs.
DEFINITIONS
GLASS-TO-METAL SEAL:
A glass-to-metal seal is the fusion between glass, an electrical conductor, and metal to create a
feedthrough or passthrough. Glass (originally borosilicate glass) is used as an insulator to bond
the metal housing as well as the pin through a controlled heating process. As the part is heated,
the glass beads or engineered preform flow into the cavity to seal the connection point and harden through an annealing process. In certain applications, a surface treatment or plating can be applied to increase corrosion resistance or enable the pins to connect electrically.
TYPES OF GLASS-TO-METAL SEALS
| Compression Seals | Matched Seals | |
| Sealing Method | Housing contracts around glass due to its differing coefficient of thermal expansion to make a hermetic seal | Housing matches the coefficient of thermal expansion of the glass |
| Advantage | Stronger than matched seal designs with greater chemical compatibility potential; increased pressure ratings | Withstands higher differential temperatures between sides of the feedthroughs because of lower thermal cycle stress. |
| Disadvantage | Prone to challenges with differential temperature | Weaker seal due to material selection possibilities |
| Typical Materials | Stainless steel; titanium | Kovar* (nickel-cobalt alloy) |
| Typical Glass Materials | Soda Lime, Alkali Barium | Borosilicate, Alkali Barium, vitreous silica glass |
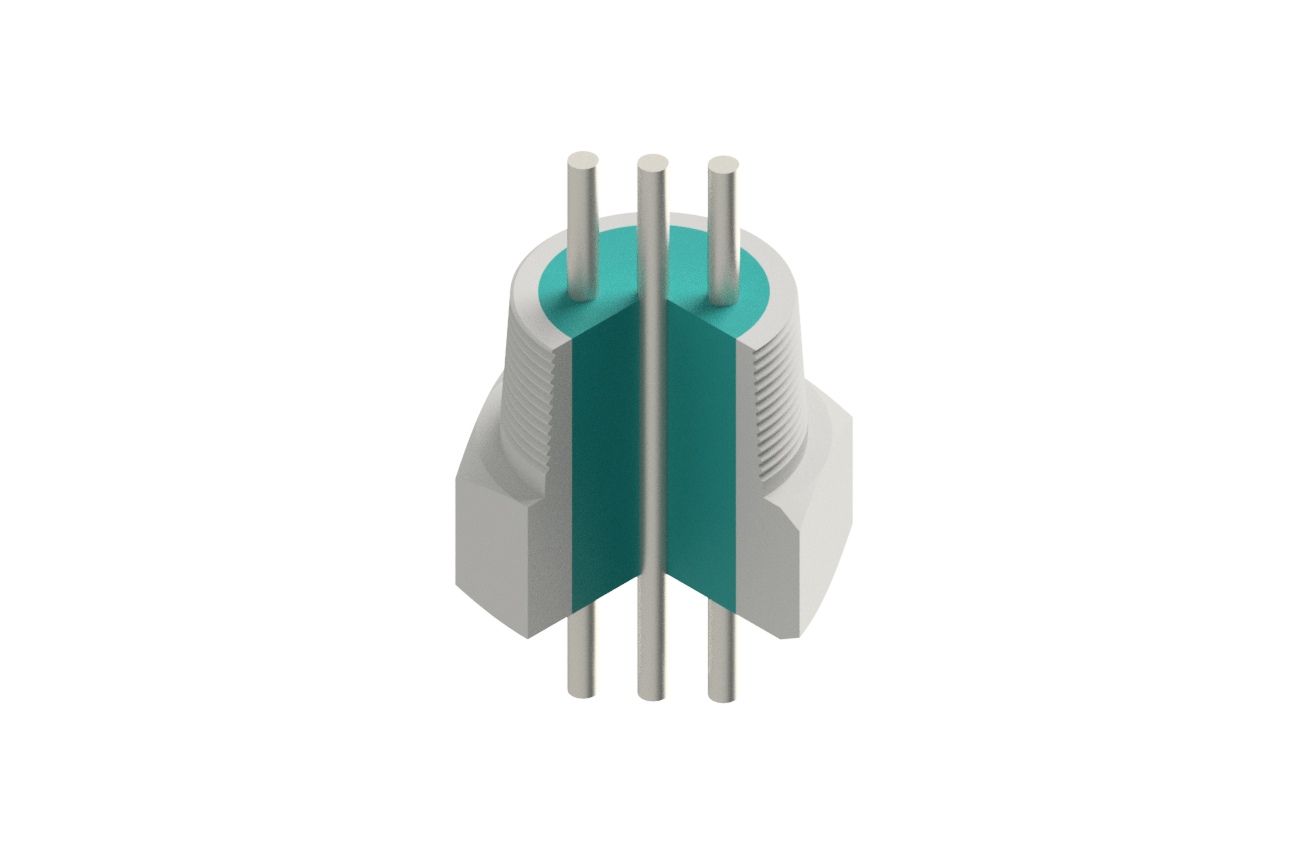
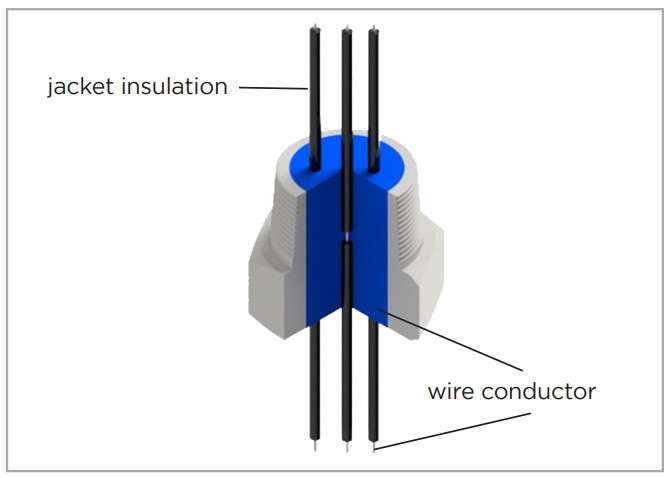
HERMETIC EPOXY
Hermetic sealing combines epoxy resin and a housing material such as stainless steel to
encapsulate an electrical conductor such as a pin, stranded wire, or threaded stud. The conductor feeds through the opening with the epoxy curing through a thermal cycling process to create a hermetic seal.
Multiple types of epoxies can be used, which can yield varying results in hermetic performance, chemical compatibility, and outgassing. Douglas Electrical employs a low outgassing material which is NASA certified low outgassing epoxy tested per ASTM E-595- 93 (0.33% TML. 0.00% CVCM).
DOUGLAS ELECTRICAL COMPONENTS EPOXY CHARACTERISTICS
SIGNAL DENSITY
For applications needing to pass a significant number of conductors through a small port, no technology is as effective as epoxy seals. Whether sealing wires, cables, fiber optics, circuit boards or other conductor types, epoxy seals allow for the utmost signal density. Conductor-to-conductor spacing can be quite minimal in comparison with glass-to-metal seals, which need much greater conductor-to-conductor spacing for several reasons including di-electric/hi-pot, tooling, and for assembly/making connections.
MIX OF CONDUCTOR TYPES
While glass-to-metal vendors can offer designs with varying AWG contacts, any customization typically results in long lead times, and high tooling costs. Epoxy seals allow for not only the mix and matching of different wire AWGs, but varying cable types including those with shields, and fiber optics and copper together in a single penetration. Essentially, the options are limitless. For more information on wire density, download the white paper, When Sealed Wire Feedthroughs Make Sense.
| Vacuum Outgassing | 25mm2 x 1mm sample at 125°C vs optical condensing surface at 25°C, <1 x 10-6 mm Hg RESULTS: <0.22% Wt Loss and <0.002% VCM. No visible deposits on the condensing plate. |
| Thermal Conductivity | 10 BTU in/hr ft 2°F |
| Volume Resistivity | 5×1016 Ω cm |
| Specific Gravity | 2.3 |
| Dielectric Constant | 60 Hz 6.5, 1 KHz 6.3, 1 MHz 5.9 |
| Thermal Expansion | 29 X 10-6 / °C |
| Maximum Service Temperature of Epoxy | 350°F (176°C) |
| Water Absorption | <0.15% in 7 days |
| Dielectric Strength | 550v/mil |
| Water Vapor Transmission (Per ASTM-E-96-80) | 0.7 ± 0.2 gms/m2 day, 0.125 mil sample thickness |
| Flame Resistance | UL File No. E92366 rated UL-94HB |
| L.O.C.A. Radiation Withstand | @ 1.5 x 106 Rads/hr for 200 x 106 Rads total. Leakage to He <3.0 x 10-8 Std cc He/sec, Pin-Pin resistance>1×1012Ω |
MATERIAL AND COEFFICIENT OF THERMAL EXPANSION
The coefficient of thermal expansion refers to the rate at which a given material will change in shape or size relative to changes in temperature; it is calculated by measuring the relative expansion of a material over the temperature. In hermetic connectors and feedthroughs, this becomes important when multiple materials are being used to create the seal and more critical when the environment experiences extreme temperatures or temperature variations.
In glass-to-metal seals, the matching of the coefficient becomes more critical for both the manufacturing process as well as the end application. Typically, the body must be made of steel or nickel alloy, with the conductors being an alloy; glass does not bond well to copper. During the production of the seal, a thermal cycle process flows the glass to create a bond between the housing, glass, and terminal. If the materials are expanding (or contracting during cooling) at different temperatures, this can impact the hermetic and electrical performance. Douglas has engineered solutions to thermal coefficient of expansion mismatches across a variety of materials while maintaining full hermetic performance. Many epoxy seals also utilize a thermal cycle during the manufacturing process. With a thermal expansion coefficient of our standard seal material of 29 X 10-6/ °C, Douglas Electrical Components can match this epoxy to a variety of materials for both the housing as well as the feedthrough. The epoxy flows within the manufacturing process to fully bond to the materials and create a hermetic seal from cryogenic to relatively high temperature applications.
Epoxy is commonly used to manufacture hermetic seals using standard commercial-off-the-shelf (COTS) non-hermetic connectors “Back-potting” seals non-hermetic electrical connections to hermetic ratings. Being able to bond to both metal and plastic connectors, engineers can design non-hermetic plastic connectors into hermetic applications with the use of epoxy.
TYPES OF MATERIALS EXPOXIES CAN BOND TO
• Virtually all metals including stainless steel, brass, aluminum, and titanium
• Plastics
• Glass
• Optical patch cables
• Printed Circuit Boards (PCB’s)
• Power Studs / Bus bars
• And more
MATERIAL BONDS BY HERMETIC SEAL
| Material Type | Glass-To-Metal | Epoxy |
|---|---|---|
| Stainless Steel, Nickel alloys, Titanium | ✔️ | ✔️ |
| Brass, Aluminum | ✔️ | |
| Plastic | ✔️ | |
| Glass | ✔️ | ✔️ |
| Optical Patch Cables | ✔️ | |
| Printed Circuit Boards | ✔️ | |
| Power Studs / Bus bars | ✔️ |
Epoxy can decrease the cost per connector by creating hermetic connections using standard commercial off the shelf plastic or metal connectors.
Epoxy’s ability to flow directly into the electrical connection leads to minimal tooling setup. In addition, over 80 years of industry experience provides Douglas decades of tooling setups and fixture creations. Douglas is also an expert in turnkey cable assembly manufacturing. Epoxy creates the flexibility to convert non-hermetic commercial off-the-shelf (COTS) connectors into hermetic solutions. This satisfies customers from the prototype stage to full production volumes. While glass-to-metal seals are a standalone item, Douglas Electrical Components manufactures epoxy feedthroughs directly into cable harnesses and value-add assemblies with wires and cables. This can simplify the end user installation and reduce vendor count with the
confidence a single purchased item will meet application needs.
Douglas designs are routinely pre-wired, terminated, tested, and ready for install at the customer site. With glass-to-metal seals, traditionally the customer is simply buying a weld-in or threaded body with pins sealed through it. This means that the end user takes on the extra burden of fabricating or buying mating harnesses and making the connection to the feedthrough (often a cumbersome soldering process). End-users also would bear the cost of added skilled labor, tooling, and quality measures to ensure the harness meets the application requirements. Epoxy will also bond to various cable materials. While certain cable and wire jackets require additional processing to create a hermetic seal, wire feedthroughs directly feed the wire or cable into the assembly. In applications where a liquid or gas is present, the protection of the wire over the electrical connection extends beyond the feedthrough itself
OPERATING ENVIRONMENT
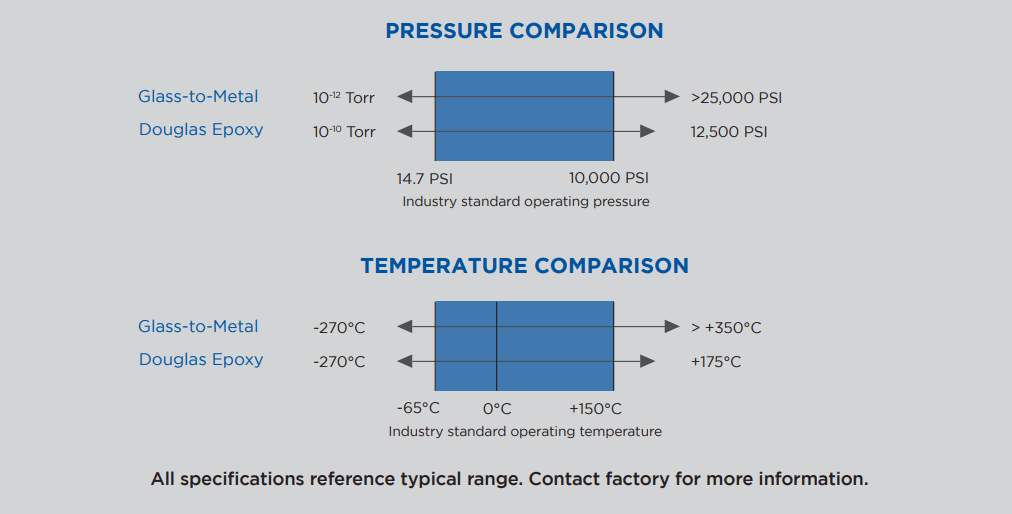
Both pressure and temperature operating conditions can influence the type of hermetic seal selected. Both glass-to-metal seals and hermetic epoxy are designed to operate in ultra-high vacuums. While epoxy will operate up to approximately 15,000 PSI (approximately 1,000 bar), glass-to-metal technology can exceed 30,000 PSI (approximately 2,000 bar). Performance within the standard operating pressure of epoxy seals is the equivalent performance to glass-to-metal seals.
The temperature extremes as well as differential temperature can have an effect. Each technology has suitable designs for low end temperature ranges for cryogenic gases. GTM tends to operate at higher standard temperature ranges, yet again the performance within epoxy’s standard range is equivalent. As mentioned earlier, the glass sealing method will influence the technology chosen, as a matched seal will outperform a compression seal if there is a difference in temperature between the sides of the feedthrough.
Chemical compatibility is an interesting topic. While glass itself offers a wide range of chemical compatibility, the pins or feedthroughs can limit the technology. For epoxy seals, design engineers need to consider the compatibility of the epoxy selected, yet the feedthrough itself can either be a special cable material or virtually any conductor material.
Conclusion
Both glass-to-metal seals and epoxy seals have their purpose and advantages. Each can provide a robust solution to hermetically seal against liquids and gases. While various environmental and operational factors influence which type of hermetic seal is suitable, the application will ultimately dictate the most valuable seal technology.